



Co to jest maszyna do przeciskania rur skalnych i gdzie jest używana?
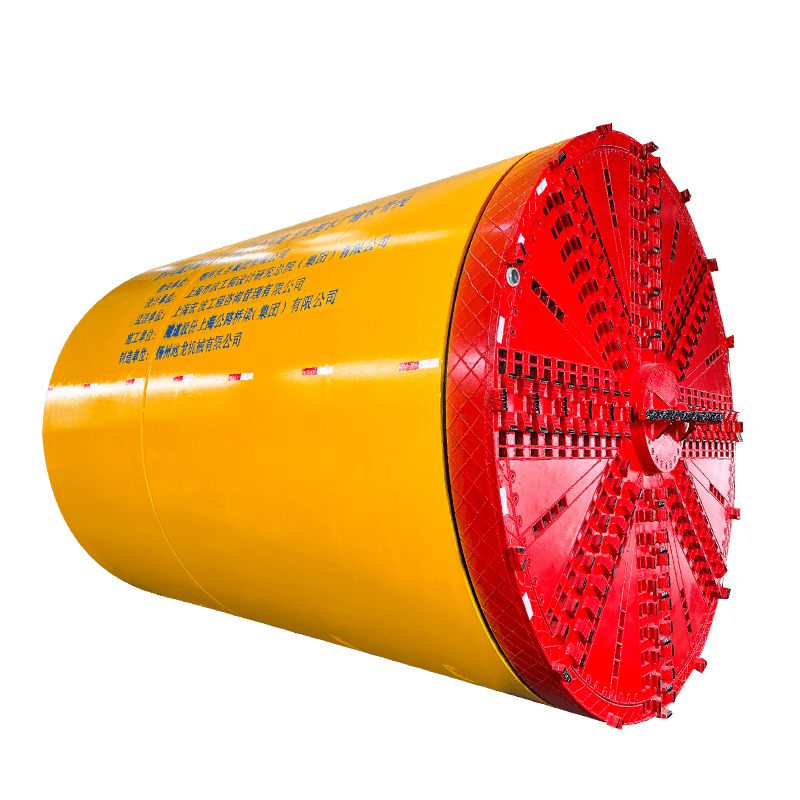
Maszyna do przeciskania rur skalnych to specjalistyczny system bezwykopowy przeznaczony do przewiercania twardych formacji skalnych i jednoczesnego instalowania infrastruktury rurociągów bez konieczności wykonywania wykopów odkrywkowych z powierzchni. W przeciwieństwie do konwencjonalnego sprzętu do przeciskania rur przeznaczonego do miękkich gleb i warunków o zróżnicowanej powierzchni, maszyna do przeciskania rur skalnych zawiera głowicę tnącą dostosowaną do skały — zwykle wyposażoną w przecinaki tarczowe, świdry wleczone lub przecinaki rolkowe tricone — zdolną do pękania i wydobywania skał o nieograniczonej wytrzymałości na ściskanie (UCS) w zakresie od 30 MPa w średnio twardym piaskowcu do 300 MPa lub więcej w formacjach granitu, kwarcytu i bazaltu. System przeciskowy przepycha odcinki rur żelbetowych lub stalowych przez wywiercony pierścień w miarę postępu wykopu, budując w sposób ciągły rurociąg za maszyną.
Maszyny do przeciskania rur skalnych — zwane także maszynami do mikrotunelingu w skałach, systemami przeciskania rur w skałach twardych lub MTBM w skałach (maszyny wiertnicze do mikrotuneli) — są stosowane w szerokim zakresie zastosowań w podziemnych zakładach użyteczności publicznej i infrastrukturze, gdzie należy zminimalizować uszkodzenia powierzchni, a warunki geologiczne wykluczają stosowanie konwencjonalnych przecisków rur gruntowych lub metod odkrywkowych. Podstawowe zastosowania obejmują kanalizację grawitacyjną pod ruchliwymi ulicami miast, autostradami i liniami kolejowymi; magistrale przesyłowe wody i tunele ujęcia wody surowej w podłożu skalnym; przejścia kanałów gazowych i telekomunikacyjnych pod wrażliwymi strefami ekologicznymi; przepusty burzowe biegnące przez grzbiety skalne; oraz konstrukcje wylotowe z oczyszczalni, w przypadku których rurociąg musi przechodzić przez właściwą skałę, aby dotrzeć do odbiornika wodnego. Możliwość instalowania rurociągów w litej skale bez naruszania powierzchni stanowi jedną z najważniejszych możliwości współczesnej inżynierii bezwykopowej.
Jak działa system przeciskania rur skalnych
Zrozumienie sekwencji operacyjnej systemu przecisku rur skalnych stanowi podstawę do oceny doboru sprzętu, wymagań dotyczących badania gruntu i planowania budowy. Proces ten integruje infrastrukturę powierzchniową, przygotowanie szybu startowego, obsługę maszyn i ciągłą instalację rur w skoordynowany przebieg budowy.
Uruchom przygotowanie wału i konfigurację maszyny
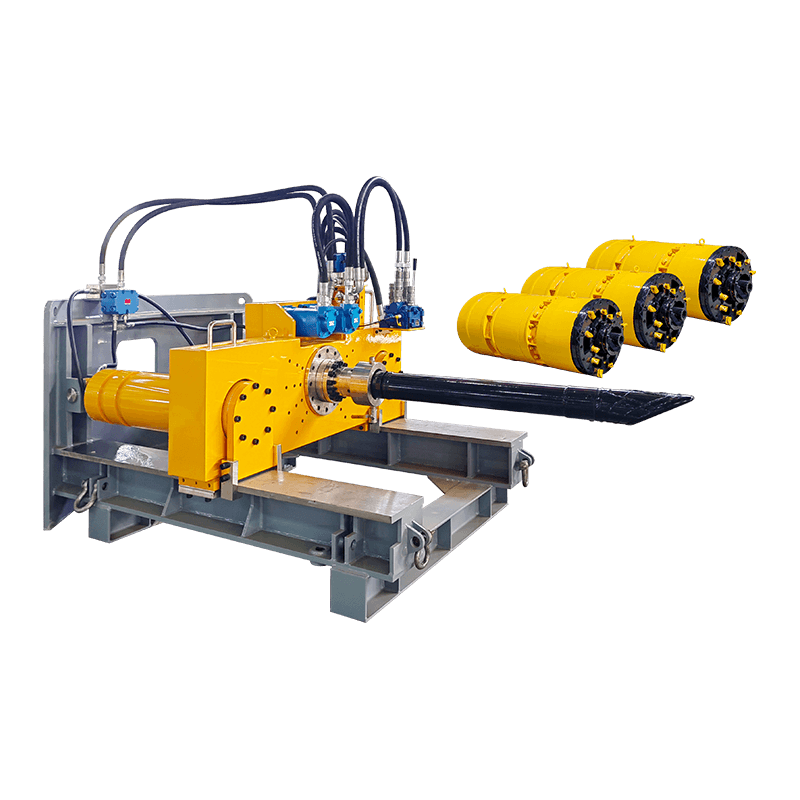
Każda operacja przeciskania rur skalnych rozpoczyna się od budowy szybu startowego — pionowo wykopanego dołu o wymiarach wystarczających do opuszczenia maszyny do przeciskania rur, montażu głównej ramy przeciskowej i odcinków rur stopniowych do montażu. Szyb startowy musi być tak dobrany, aby pomieścić całą długość najdłuższego instalowanego odcinka rury, zwykle od 1000 do 3000 mm, plus długość korpusu maszyny i skok ramy przeciskowej. Z tyłu szybu odlana jest żelbetowa ściana oporowa, która rozprowadza znaczne siły reakcji przeciskania – które w operacjach przeciskania skał o długim napędzie mogą sięgać kilku tysięcy kiloniutonów – z powrotem na otaczający grunt. Główna rama przeciskowa, składająca się z hydraulicznych cylindrów przeciskowych, prowadnic łoża rurowego i systemów sterowania, jest instalowana i ustawiana zgodnie z projektowanym spadkiem i azymutem rury za pomocą precyzyjnego sprzętu do naprowadzania laserowego przed rozpoczęciem jakiegokolwiek wiercenia.
Obsługa głowicy do cięcia skał i usuwanie urobku
Z przodu maszyny do przeciskania rur skalnych głowica urabiająca obraca się pod wpływem hydraulicznego momentu obrotowego, a jednocześnie jest dosuwana do ściany skalnej pod wpływem siły przeciskowej przenoszonej przez ciąg rur z głównej ramy przeciskowej na szybie startowym. W konfiguracjach ze frezem tarczowym pierścienie tarczowe ze stali hartowanej toczą się po ścianie skalnej pod dużą siłą normalną, tworząc wióry pękające przy rozciąganiu pomiędzy sąsiednimi torami frezu — na tej samej zasadzie kruszenia skał stosowanej w maszynach do wiercenia tuneli na całej powierzchni czołowej. W konfiguracjach z wleczonymi wiertłami, frezy wciągające z polikrystalicznego diamentu (PDC) lub frezy wleczone z węglikami spiekanymi ścinają i zdrapują skałę podczas obrotu głowicy, wytwarzając drobniejszy pył niż przecinaki tarczowe i pracują wydajniej w formacjach umiarkowanie twardych i ściernych poniżej około 100 MPa UCS. Wióry skalne i drobne cząstki powstałe na powierzchni urabiającej są wypłukiwane do tyłu przez korpus maszyny za pomocą systemu cyrkulacji szlamu, w którym wykorzystuje się bentonit lub szlam na bazie wody pompowany pod ciśnieniem do powierzchni urabiającej i zawracany na powierzchnię przez oddzielny przewód powrotny szlamu, przewożący urobek w zawiesinie. Na powierzchni instalacja oddzielająca przetwarza szlam powrotny, usuwając kawałki skał i zawracając czystą szlam z powrotem do maszyny.
Instalacja rur i pośrednie stacje przeciskowe
W miarę przesuwania się głowicy do urabiania skał każdy zakończony suw wytaczania głównych cylindrów przeciskowych tworzy przestrzeń z tyłu wału, w której można opuścić nowy odcinek rury, umieścić go na prowadnicach kołyski i połączyć z tyłem rosnącego ciągu rur za pomocą stalowych kołnierzy lub połączeń czopowo-kielichowych. Następnie cylindry przeciskowe cofają się, łączą się z nowym odcinkiem rury i przesuwają cały ciąg rur — łącznie z maszyną do skał na jej przednim końcu — o jedną długość rury. Cykl wytaczania, wycofywania i instalowania nowych odcinków rur trwa do chwili, gdy maszyna dotrze do wału odbiorczego na drugim końcu napędu. W przypadku długich przejazdów, gdzie skumulowane tarcie naskórkowe pomiędzy zewnętrzną powierzchnią rury a otaczającym odwiertem skalnym staje się zbyt duże, aby główna rama przeciskowa mogła je pokonać samodzielnie, pośrednie stacje przeciskowe (IJS) — zespoły cylindrów hydraulicznych instalowane w ciągu rur w określonych odstępach czasu — zapewniają dodatkową rozłożoną siłę przeciskania, aby utrzymać postęp do przodu bez przekraczania konstrukcyjnej wytrzymałości na ściskanie odcinków rur.
Naprowadzanie laserowe i kontrola sterowania
Utrzymanie dokładnego ustawienia ciągu rur zgodnie z projektem i azymutem w całym napędzie jest jednym z najważniejszych wyzwań operacyjnych podczas przeciskania rur skalnych. Wiązka laserowa emitowana z szybu startowego wzdłuż zaprojektowanego ustawienia oświetla cel zamontowany na korpusie maszyny, a odchylenie położenia celu od linii środkowej wiązki lasera jest wyświetlane na konsoli sterowania powierzchnią w czasie rzeczywistym. Operator koryguje odchyłki ustawienia, regulując różnicowo nacisk na cylindry sterujące maszyny – siłowniki hydrauliczne, które odchylają przegubową przednią sekcję głowicy tnącej względem korpusu osłony wleczonej. W formacjach skał twardych o bardzo zmiennym rozstawie i orientacji spoin maszyna może zostać odchylona od projektowego ustawienia przez anizotropowe siły reakcji gruntu na przodku urabiania, co wymaga aktywnej korekty sterowania, zanim odchylenia narosną poza dopuszczalne granice tolerancji — zwykle ± 25 do ± 50 mm od projektowanego wyrównania w przypadku grawitacyjnych instalacji rurociągów kanalizacyjnych.
Kluczowe elementy maszyny do przeciskania rur skalnych
System przeciskania rur skalnych składa się z wielu zintegrowanych podsystemów, które muszą działać niezawodnie w ciągłej pracy, aby osiągnąć wymagane prędkości posuwu i jakość instalacji. Każdy główny komponent pełni odrębną funkcję w ogólnej wydajności systemu, a zrozumienie ich roli jest niezbędne do oceny sprzętu, planowania konserwacji i rozwiązywania problemów podczas budowy.
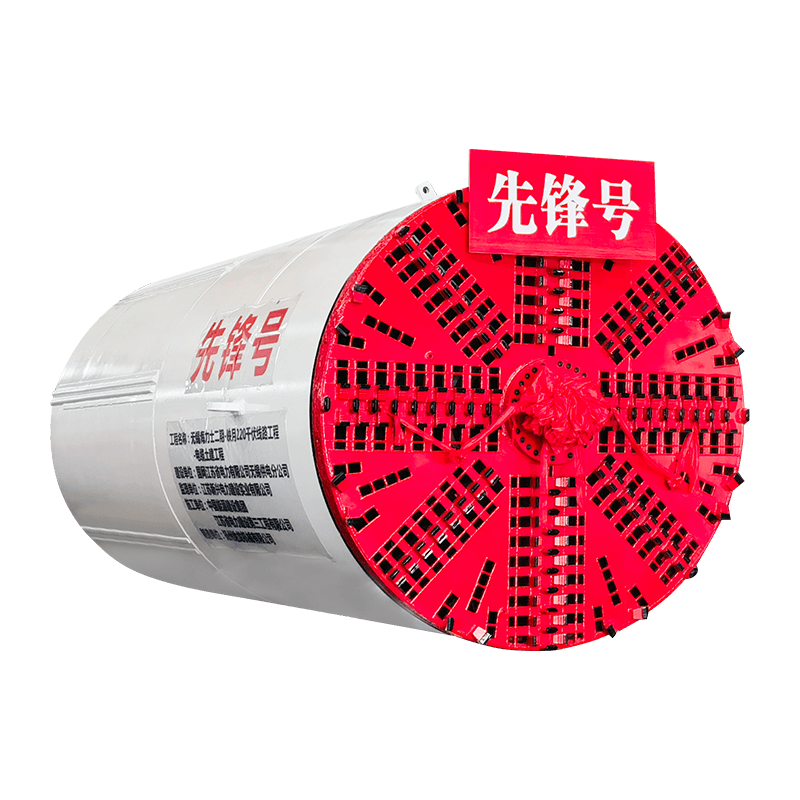
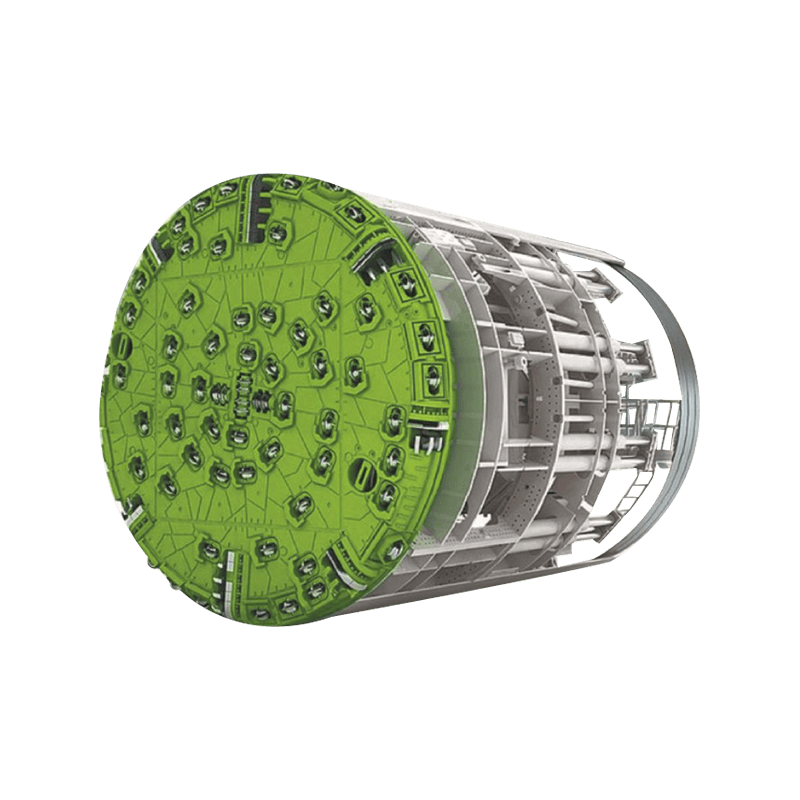
Głowica tnąca i oprzyrządowanie tnące
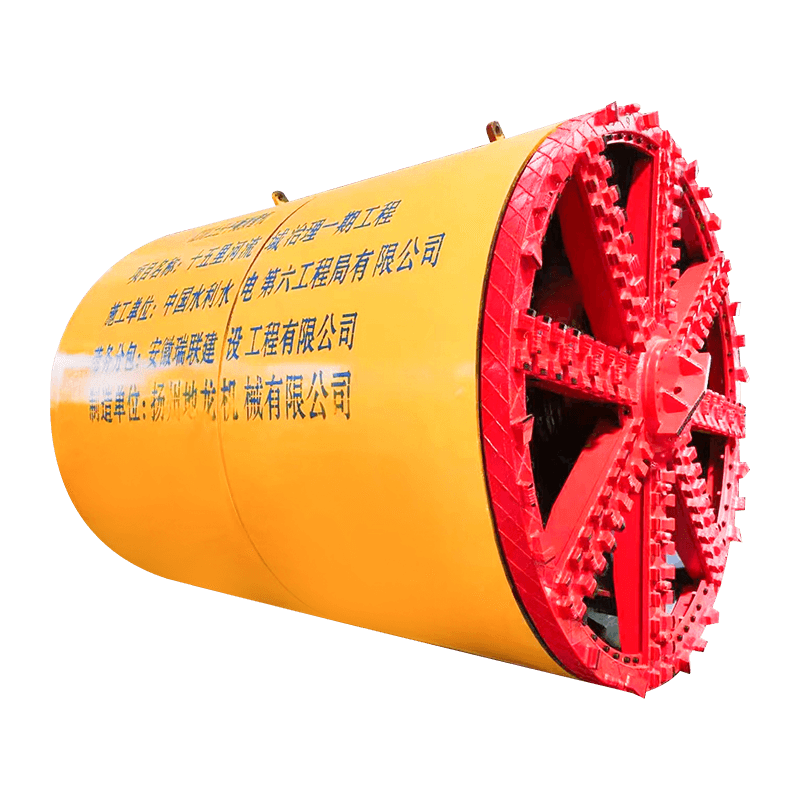
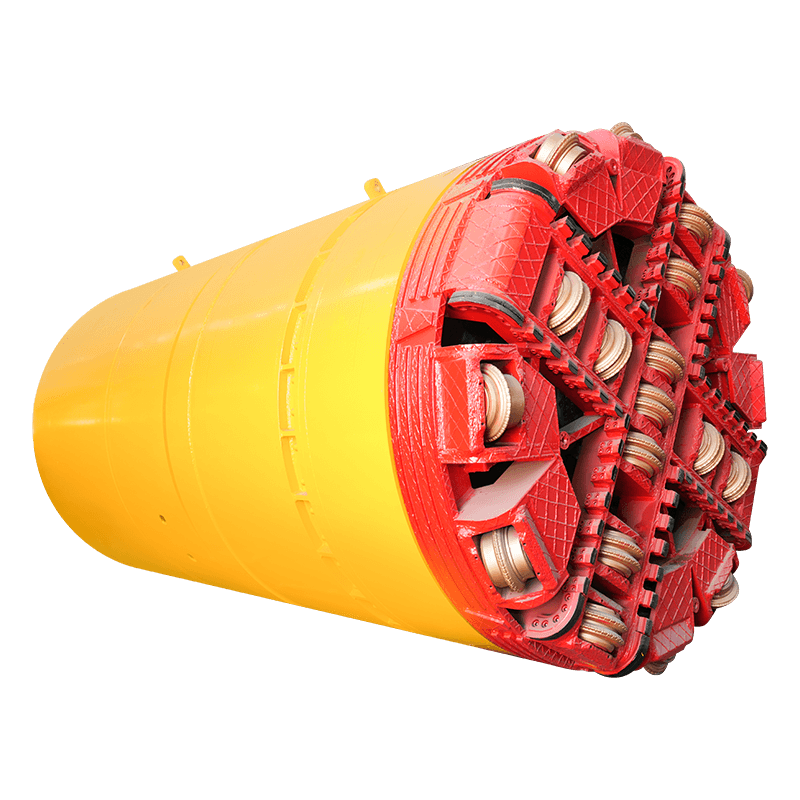
Głowica urabiająca jest najbardziej krytycznym elementem maszyny do przeciskania rur skalnych, a jej konstrukcja musi być specjalnie dopasowana do rodzaju skały, wytrzymałości, ścieralności i struktury złącza zidentyfikowanych w badaniu geotechnicznym. W przypadku twardych, masywnych formacji skalnych o ciśnieniu powyżej 80 MPa UCS, tarczowe głowice tnące z pierścieniami tarczowymi ze stali hartowanej o średnicy 17 lub 19 cali zamontowane w obudowach z kutej stali zapewniają najbardziej efektywne i trwałe cięcie. Rozstaw noży tarczowych, zwykle od 70 do 90 mm pomiędzy sąsiednimi ścieżkami tnącymi, jest zoptymalizowany dla konkretnego rodzaju skały, aby zmaksymalizować rozmiar wiórów i wydajność cięcia. W przypadku bardziej miękkich skał i warunków o zróżnicowanej powierzchni, obejmujących zarówno skały, jak i glebę, głowice kombinowane wyposażone w frezy tarczowe w strefach skalnych i wciągacze lub zęby czerpakowe z węglików spiekanych w strefach gleby zapewniają wszechstronność w przypadku zmiennych profili geologicznych. Monitorowanie zużycia ostrza — albo poprzez bezpośrednią kontrolę podczas planowanych czynności konserwacyjnych, albo poprzez ciągłą analizę danych dotyczących momentu obrotowego i prędkości posuwu — ma kluczowe znaczenie, ponieważ zużyte lub uszkodzone ostrza, które nie są wymieniane natychmiast, radykalnie zmniejszają prędkość posuwu i mogą skutkować uszkodzeniem konstrukcji głowicy tnącej.
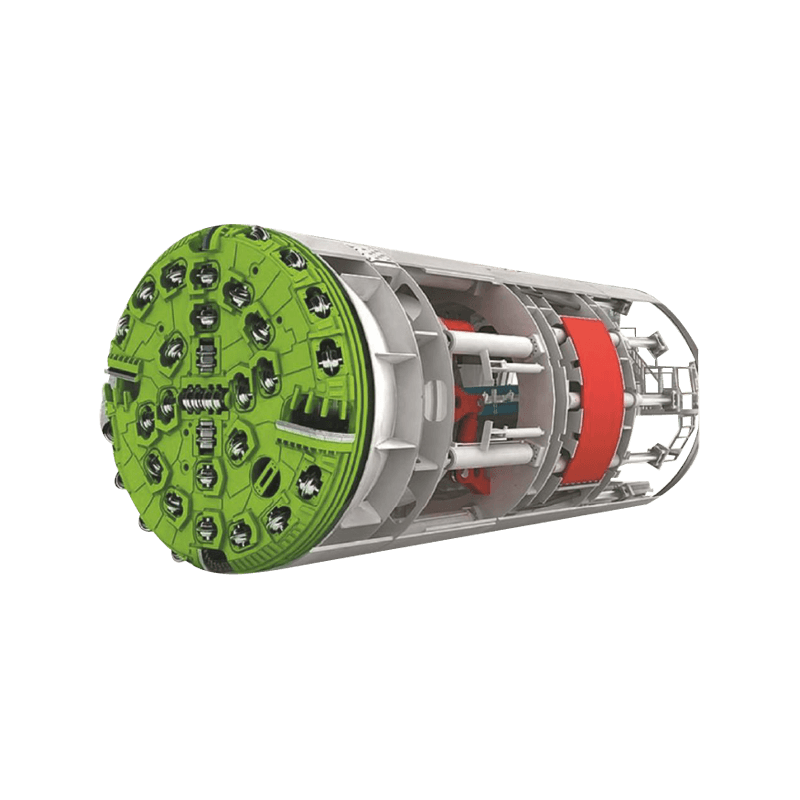
Główny zespół napędowy i układ hydrauliczny
Główna jednostka napędowa obraca głowicę tnącą za pośrednictwem silnika hydraulicznego o wysokim momencie obrotowym i zespołu przekładni planetarnej umieszczonych w osłonie maszyny. Wymagania dotyczące momentu napędowego maszyn do przeciskania rur skalnych są znacznie wyższe niż w przypadku maszyn gruntowych o równoważnej średnicy — maszyna do mikrotunelowania skał o średnicy 1500 mm pracująca w granicie 150 MPa może wymagać ciągłego momentu napędowego od 200 do 400 kN·m w porównaniu z 50 do 100 kN·m w przypadku maszyny gruntowej tej samej wielkości. Agregat hydrauliczny na powierzchni dostarcza płyn hydrauliczny pod wysokim ciśnieniem zarówno do silnika napędowego, jak i cylindrów układu kierowniczego za pośrednictwem wiązek węży wysokociśnieniowych poprowadzonych przez otwór wzdłuż przewodów doprowadzających i powrotnych gnojowicy, kabli elektrycznych i przewodów systemu prowadzenia. Czystość układu hydraulicznego — utrzymywana poprzez regularne wymiany filtrów i staranne zarządzanie płynami — ma zasadnicze znaczenie dla zapobiegania uszkodzeniom zaworów i silników w obwodach wysokociśnieniowych, które pracują nieprzerwanie podczas wiercenia.
System cyrkulacji gnojowicy
System szlamowy to układ krążenia podczas operacji przeciskania rur skalnych, spełniający podstawowe funkcje transportu urobku ze przodka do zakładu separacji powierzchni, zapewniający ciśnienie podporowe przodka, aby zapobiec niekontrolowanemu napływowi wód gruntowych lub niestabilnego materiału na przodek urobku oraz smarujący przestrzeń pierścieniową pomiędzy zewnętrzną powierzchnią rury a profilem wierconej skały w celu zmniejszenia tarcia podczas przeciskania. Pompa dostarczająca szlam, zazwyczaj odśrodkowa lub progresywna, instalowana na powierzchni, przepycha świeżą gnojowicę pod ciśnieniem przez przewód zasilający do głowicy tnącej. Pompa powrotna szlamu – zastosowanie bardziej wymagające, ponieważ musi obsługiwać szlam zawierający ścierne cząstki skalne – to zwykle pompa odśrodkowa zwymiarowana tak, aby utrzymać wymaganą prędkość przepływu powrotnego powyżej prędkości osiadania transportowanej frakcji najgrubszych cząstek skały. Utrzymanie prawidłowej gęstości, lepkości i pH szlamu w ramach parametrów projektowych w całym napędzie jest obowiązkiem inżyniera szlamu i wymaga regularnego pobierania próbek i testowania zarówno strumienia zasilającego, jak i powrotnego.
Główna rama przeciskowa i pośrednie stacje przeciskowe
Główna rama przeciskowa zainstalowana w szybie startowym zapewnia główną siłę ciągu niezbędną do przesuwania ciągu rur i maszyny przez skałę. Składa się z ramy ze stali konstrukcyjnej, na której znajdują się dwa lub cztery cylindry hydrauliczne o skokach od 1000 do 2000 mm, systemu prowadnic łoża rurowego utrzymującego wyrównanie wchodzących odcinków rur oraz belki rozporowej lub pierścienia przeciskowego, który równomiernie rozkłada siłę cylindra na obwodzie końca rury, aby zapobiec miejscowym skupieniom naprężeń, które mogłyby spowodować pęknięcie rury. Pośrednie stacje przeciskowe osadzone w ciągu rur w odstępach od 100 do 300 m, w zależności od warunków tarcia gruntu, składają się z cienkich kaset cylindrów hydraulicznych, które rozszerzają się w specjalnie zbudowanym powiększonym połączeniu rurowym, popychając przedni ciąg rur wbrew reakcji ciągu wleczonego. Po ukończeniu napędu, pusta przestrzeń IJS jest cementowana, a cylindry usuwane lub pozostawiane na miejscu, w zależności od projektu systemu, pozostawiając rurociąg w ostatecznej konfiguracji po zamontowaniu.
Typy maszyn do przeciskania rur skalnych według średnicy i stanu gruntu
Maszyny do przeciskania rur skalnych produkowane są w szerokim zakresie średnic i konfiguracji głowic urabiających, aby sprostać pełnemu spektrum rozmiarów rurociągów i warunków geologicznych występujących w budownictwie podziemnym. Poniższa tabela podsumowuje główne kategorie maszyn, ich charakterystykę operacyjną i najczęstsze dziedziny zastosowań.
| Kategoria maszyny | Zakres średnic rur | Skalny zakres UCS | Typ głowicy tnącej | Typowe zastosowanie |
| MTBM o małej średnicy do skał | 250–600 mm | Do 150 MPa | Frezy wciągające PDC / frezy minitarczowe | Kanały instalacyjne, sieci gazowe, teletechniczne |
| Skała MTBM o średniej średnicy | 600–1200 mm | Do 200 MPa | Przecinarki tarczowe/głowica kombinowana | Kanalizacja grawitacyjna, wodociągowa, deszczowa |
| Przeciskanie rur skalnych o dużej średnicy | 1200–3000 mm | Do 250 MPa | Głowica tnąca pełnotwarzowa | Kanały miejskie, przesył wody, odpływy |
| Specjalista od ultra hard rocka | 800–2400 mm | 200–300 MPa | Wytrzymałe przecinarki tarczowe, konstrukcja o dużej sile ciągu | Formacje granitowe, kwarcytowe, bazaltowe |
| Maszyna o mieszanym podłożu skalno-glebowym | 600–2 000 mm | Zmienna (0–150 MPa) | Głowica kombinowana z bitem tarczowym | Zmienna geologia, zwietrzałe przejścia skał |
Wymagania dotyczące badań geotechnicznych dla przecisków rur skalnych
Żaden inny czynnik nie ma większego wpływu na wybór maszyny do przeciskania rur skalnych, specyfikację narzędzi tnących i koszt projektu niż jakość i kompletność programu badań geotechnicznych przeprowadzonych przed przetargiem i budową. Przeciskanie rur skalnych w nieodpowiednio scharakteryzowanym terenie jest jedną z głównych przyczyn przekroczenia kosztów projektu, opóźnień w harmonogramie i uszkodzeń sprzętu w budownictwie bezwykopowym na całym świecie.
Testowanie wytrzymałości i ścieralności skał
Nieograniczone badanie wytrzymałości na ściskanie (UCS) reprezentatywnych próbek rdzenia z proponowanego ustawienia napędu jest minimalnym wymogiem podstawowym przy wyborze maszyny do przeciskania rur skalnych. Wartości UCS z wielu próbek do badań należy przedstawić statystycznie — a nie tylko jako pojedynczą średnią — w celu uchwycenia zmienności, która będzie miała wpływ na prognozy prędkości posuwu i szacunki zużycia frezu. Brazylijskie badania wytrzymałości na rozciąganie (BTS) uzupełniają dane UCS, charakteryzując zachowanie skały przy pękaniu przy rozciąganiu, które reguluje wydajność wykruszania frezem tarczowym. Ścieralność skały — określana ilościowo za pomocą wskaźnika ścierności Cerchar (CAI) lub współczynnika ścierności LCPC — jest równie istotna, ponieważ bezpośrednio pozwala przewidzieć tempo zużycia ostrza i częstotliwość wymiany frezu wymaganej podczas jazdy. Testowanie ścierności na próbkach rdzenia z rzeczywistego korytarza napędowego, a nie na publikowanych wartościach z ogólnej literatury geologicznej, jest niezbędne, ponieważ ścieralność może znacznie różnić się w obrębie pojedynczej formacji skalnej w zależności od zawartości kwarcu, wielkości ziaren i stopnia wietrzenia.
Charakterystyka górotworu
Oprócz nienaruszonej wytrzymałości skały, cechy strukturalne górotworu — rozstaw spoin, orientacja spoin, stopień wietrzenia, obecność stref uskokowych i stan wód gruntowych — mają głęboki wpływ na wydajność maszyn i ryzyko operacyjne. Ściśle połączone lub silnie spękane masy skalne mogą powodować niestabilność głowicy urabiającej i zapadanie się przodka, nawet jeśli wytrzymałość nienaruszonej skały jest bardzo wysoka. Główne strefy uskoków lub strefy ścinania przecinające linię trasowania napędu stwarzają ryzyko nagłego przejścia od właściwej twardej skały do żłobienia uskokowego i pokruszonego materiału, co może wymagać radykalnie odmiennych parametrów pracy maszyny. Charakterystyka hydrogeologiczna – obejmująca pomiary ciśnienia wód gruntowych, badanie przepuszczalności i ocenę potencjalnych dopływów – jest niezbędna do projektowania parametrów ciśnienia obudowy przodka i przepustowości systemu szlamowego, a także do oceny ryzyka wystąpienia zdarzeń związanych z dopływem wody podczas inspekcji i operacji wymiany wrębu, które wymagają rozhermetyzowania przodka maszyny.
Materiały rurowe stosowane w operacjach przeciskania rur skalnych
Odcinki rur zainstalowane za maszyną do przeciskania rur skalnych spełniają podwójną rolę: tworzą stałą infrastrukturę rurociągu i pełnią funkcję kolumny konstrukcyjnej, przez którą wszystkie siły przeciskowe przenoszone są z głównej ramy przeciskowej i pośrednich stacji przeciskowych na głowicę urabiającą po stronie napędowej. Materiał rury musi zatem spełniać zarówno długoterminowe wymagania eksploatacyjne rurociągu, jak i krótkoterminowe wymagania konstrukcyjne procesu instalacji.
- Rura przeciskowa ze zbrojonego betonu (RCJP): Specjalnie wyprodukowane rury żelbetowe zgodne z ASTM C1628, ISO 9664 lub równoważnymi normami są najczęściej stosowanym materiałem na rury do przeciskania rur skalnych o średnicach powyżej 600 mm. RCJP jest produkowany z precyzyjnie obrobionymi stalowymi pierścieniami końcowymi, które stanowią powierzchnię nośną do przenoszenia siły przeciskowej i zapewniają równomierny rozkład obciążenia na obwodzie rury. Wytrzymałość betonu na ściskanie rur przeciskowych zwykle przekracza 60 MPa, aby wytrzymać wysokie naprężenia kontaktowe na złączach rur pod obciążeniem przeciskowym. Gładka wewnętrzna powierzchnia rury ułatwia przepływ gnojowicy podczas budowy i zapewnia parametry hydrauliczne wymagane w przypadku zastosowań w kanalizacji grawitacyjnej po oddaniu do eksploatacji.
- Rura przeciskowa ze kamionki: Rura kamionkowa (VCP) zapewnia wyjątkową odporność chemiczną na agresywne gazy kanalizacyjne, ścieki przemysłowe i kwaśne wody gruntowe, co czyni ją materiałem wybieranym do zastosowań w kanalizacji grawitacyjnej w środowiskach silnie korozyjnych, w których problemem jest degradacja rur betonowych. Rura przeciskowa VCP jest produkowana z precyzyjnie szlifowanymi stalowymi złączami kołnierzowymi i osiąga dopuszczalne obciążenia przeciskowe od 2000 do 8000 kN w zależności od średnicy rury i klasyfikacji grubości ścianki.
- Stalowa rura przeciskowa: Spawana rura stalowa z zewnętrzną ochroną antykorozyjną i wykładziną wewnętrzną jest stosowana w instalacjach przeciskowych rur skalnych, gdzie rurociąg będzie pracował pod ciśnieniem wewnętrznym — w sieciach przesyłowych wody, sieciach tłocznych i gazociągach — lub tam, gdzie profil otworu wymaga bardzo wąskich tolerancji położenia, które korzystają z wyższej sztywności konstrukcyjnej i cieńszego przekroju ścianki rury stalowej. Odcinki rur stalowych łączone są w szybie startowym podczas montażu poprzez spawanie, co eliminuje straty spowodowane ściskaniem złącza związane ze złączami rur betonowych i glinianych oraz zmniejsza tarcie pomiędzy ciągiem rur a profilem skały wierconej.
- Rura przeciskowa GRP (tworzywo sztuczne wzmocnione włóknem szklanym): Rura przeciskowa GRP zapewnia doskonałą odporność na korozję, niskie tarcie ścianek i gładką wewnętrzną powierzchnię hydrauliczną w lekkim produkcie, który zmniejsza wymagania dotyczące obsługi wału. Rura przeciskowa GRP jest szeroko stosowana w instalacjach kanalizacyjnych w warunkach gruntu korozyjnego i jest dostępna w średnicach od 300 mm do 2400 mm z dopuszczalnymi obciążeniami przeciskowymi certyfikowanymi w niezależnych programach badań strukturalnych.
Czynniki wpływające na szybkość zaliczki i koszt projektu w zakresie przeciskania rur skalnych
Szybkość postępu osiągana przez maszynę do przeciskania rur skalnych – mierzona w metrach ukończonego rurociągu zainstalowanego na zmianę lub na dzień – jest głównym czynnikiem wpływającym na harmonogram projektu i koszt jednostkowy, a także jest najbardziej złożonym parametrem do dokładnego przewidzenia na etapie przetargu ze względu na wiele współdziałających zmiennych, które mają na niego wpływ w praktyce.
Wytrzymałość skały i stopień zużycia ostrza
Szybkość posuwu maleje wraz ze wzrostem UCS skały i jej ścieralnością, ponieważ twardsza i bardziej ścierna skała wymaga większej energii skrawania na jednostkę wydobytej objętości i szybciej zużywa się oprzyrządowanie tnące. W skałach granitowych o wartościach CAI powyżej 4,0 poszczególne pierścienie tnące tarczy mogą wymagać wymiany już po przebyciu 20–50 metrów, co wymaga częstego zatrzymywania napędu w celu kontroli i wymiany frezu. Każda interwencja związana ze zmianą frezu obejmuje rozprężenie przodka, wejście do maszyny z szybu startowego — lub przez otwory wejściowe w maszynach o większej średnicy — wymianę zużytych frezów i ponowne uszczelnienie maszyny przed wznowieniem wytaczania. Ten nieproduktywny czas przeznaczony na konserwację frezu może stanowić od 40 do 60 procent całkowitego czasu trwania napędu w warunkach skał o dużej ścieralności, a dokładne oszacowanie tego elementu harmonogramu jest niezbędne do realistycznego modelowania kosztów projektu.
Planowanie długości napędu i pośredniej stacji przeciskowej
Wraz ze wzrostem długości napędu na długości styku ciągu rur z otaczającą skałą odwiert gromadzi się tarcie podczas przeciskania, stopniowo zwiększając całkowitą siłę ciągu wymaganą do przemieszczania maszyny. Smarowanie zewnętrznej strony rury bentonitem lub zawiesiną polimerową wtryskiwaną przez otwory w ściance rury znacznie zmniejsza to tarcie — skuteczne smarowanie może zmniejszyć współczynniki tarcia z 0,3–0,5 do 0,1–0,2 — ale nie eliminuje go całkowicie. Pośrednie stacje przeciskowe należy zaplanować i ustawić przed rozpoczęciem budowy, aby zapewnić, że kolumna rury nigdy nie osiągnie dopuszczalnego limitu obciążenia ściskającego. Analiza rozmieszczenia IJS musi uwzględniać najgorszą kombinację maksymalnego oporu powierzchni czołowej, maksymalnego tarcia naskórkowego i nośności konstrukcyjnej najsłabszego odcinka rury w ciągu, w tym odcinków rur sąsiadujących z lokalizacjami kaset IJS, gdzie pole przekroju poprzecznego może zostać zmniejszone.
Zarządzanie wodami gruntowymi i kontrola gnojowicy
Wysoki dopływ wód gruntowych do profilu drążonego tunelu znacznie zmniejsza prędkość posuwu, rozcieńczając szlam roboczy poniżej progów gęstości funkcjonalnej i lepkości, przeciążając instalację oddzielania szlamu nadmierną objętością wody i stwarzając problemy ze stabilnością przodka podczas interwencji konserwacyjnych wrębiaka. Obróbka gruntu przed wykopem — obejmująca iniekcję chemiczną, iniekcję przepuszczalną lub nasycanie górotworu sprężonym powietrzem przed maszyną — może zmniejszyć dopływ wód gruntowych do akceptowalnego poziomu w przepuszczalnych strefach spękanych skał zidentyfikowanych w wyniku badań geotechnicznych. Zarządzanie gęstością gnojowicy wymaga ciągłego monitorowania i dostosowywania dodatków bentonitu lub polimerów do dostarczanej szlamu, aby utrzymać ciśnienie ścianki powyżej ciśnienia wody gruntowej przez cały napęd, szczególnie podczas wszelkich planowanych przestojów, gdy ustaje cyrkulacja szlamu i pasywne podparcie ścian musi być utrzymywane przez statyczną kolumnę szlamu.
Wybór odpowiedniej maszyny do przeciskania rur skalnych dla Twojego projektu
Wybór właściwej konfiguracji maszyny do przeciskania rur skalnych dla konkretnego projektu wymaga systematycznej oceny warunków gruntowych, geometrii rurociągu, ograniczeń miejsca i tolerancji ryzyka projektu. Poniższe ramy kryteriów stanowią wskazówkę przy podejmowaniu decyzji dotyczących wyboru sprzętu oraz pomagają właścicielom projektów i wykonawcom w określeniu kluczowych wymagań technicznych, które należy uwzględnić w specyfikacjach przetargowych i ofertach wykonawców.
- Maksymalny LUW skały i ścieralność: Szczytowe wartości UCS i CAI z badań geotechnicznych określają minimalną siłę naporu głowicy tnącej, średnicę frezu tarczowego i nośność łożyska oraz wymaganą specyfikację gatunku stali frezu. Maszyna przeznaczona do skał o twardości 150 MPa będzie strukturalnie nieodpowiednia dla napędu, który napotyka kwarcyt o ciśnieniu 250 MPa, niezależnie od przewidywanej prędkości posuwu — przeciążenie strukturalne konstrukcji nośnej głowicy urabiającej jest poważnym i kosztownym rodzajem awarii.
- Zmienność geologiczna i ryzyko mieszanej ściany: Przejazdy przez profile o zmiennych geologicznie — w tym przejścia między skałami twardymi a strefami zwietrzałymi, pola głazów w matrycy gleby lub warstwy twardych i miękkich skał międzywarstwowych — wymagają głowic tnących zaprojektowanych do pracy w warunkach o mieszanej powierzchni czołowej, wyposażonych zarówno w przecinaki tarczowe, jak i świdry wleczone/zęby łyżki, a nie konfiguracji przecinarki tarczowej składającej się wyłącznie z skał, która nie jest w stanie skutecznie obsługiwać stref miękkich.
- Długość napędu i maksymalna siła podnoszenia: Długie przejazdy o długości powyżej 300 m wymagają od początku zapewnienia wydajności pośredniej stacji przeciskowej wbudowanej w projekt systemu, a główna rama przeciskowa musi zapewniać wystarczający skok i siłę, aby uzyskać początkowy pęd napędu przez formację skalną o wysokim oporze, zanim jednostki IJS przejmą zadania ciągu rozproszonego.
- Minimalne przeciążenie i czułość powierzchni: Płytkie przejazdy z ograniczonym nadkładem skał nad maszyną stwarzają ryzyko wydmuchu przodka – niekontrolowanego wycieku szlamu pod ciśnieniem na powierzchnię – i wymagają ostrożnego zarządzania ciśnieniem przodka i potencjalnie zmniejszonych prędkości posuwu maszyny na krytycznych odcinkach wrażliwych na powierzchnię, przechodzących pod infrastrukturą lub drogami wodnymi.
- Inspekcja przez człowieka a zdalna inspekcja noża: Napędy o średnicach poniżej około 900 mm uniemożliwiają bezpieczne wejście człowieka do maszyny w celu kontroli i wymiany frezu, co wymaga albo narzędzi o wydłużonej żywotności frezu, zaprojektowanych w celu wykonania pełnego napędu bez interwencji, albo przeniesienia głowicy tnącej z powierzchni na wał uruchamiający w celu wymiany frezu. To rozróżnienie znacząco wpływa na specyfikację oprzyrządowania, planowanie awaryjne i ograniczenia długości napędu w porównaniu z maszynami o większej średnicy, w których konserwacja frezu wejściowego jest operacyjnie opłacalna.
- Dostępność lokalnego wsparcia technicznego: Maszyny do przeciskania rur skalnych are complex precision equipment operating in remote underground environments where equipment failure has disproportionate cost and schedule consequences. Machine manufacturer technical support response time, local spare parts availability, and the depth of the operating contractor's maintenance capability should all be evaluated as risk factors alongside the purely technical performance specifications when selecting equipment for a critical-path underground pipeline project.















