



Co to jest produkcja TBM i dlaczego ma to znaczenie?
Produkcja TBM odnosi się do projektowania i produkcji maszyn do wiercenia tuneli — masywnych, wysoce wyspecjalizowanych urządzeń używanych do drążenia tuneli w skałach, glebie, glinie i mieszanych warunkach gruntowych. Są to jedne z najbardziej złożonych maszyn, jakie kiedykolwiek zbudowano, łączące najnowocześniejszą inżynierię mechaniczną, hydraulikę, elektronikę i materiałoznawstwo w jeden zintegrowany system, który może ważyć od kilkuset ton w przypadku małej maszyny tunelowej do ponad 7000 ton w przypadku projektu tunelu metra lub autostrady o dużej średnicy. Proces produkcji maszyn do wiercenia tuneli nie przypomina produkcji większości urządzeń przemysłowych — każda maszyna jest w rzeczywistości projektem niestandardowym, zaprojektowanym tak, aby spełniał określone wymagania dotyczące geologii, średnicy, wyrównania i wykładziny w ramach pojedynczego kontraktu na tunel.
Globalny popyt na maszyny TBM stale rośnie od dziesięcioleci, napędzany ogromnymi inwestycjami w infrastrukturę w systemy kolei metra, tunele drogowe, infrastrukturę wodno-kanalizacyjną, tunele elektrowni wodnych i podziemne sieci logistyczne. Miasta od Londynu po Bombaj i Los Angeles aktywnie wykorzystują maszyny TBM do budowy infrastruktury podziemnej bez zakłócania życia na powierzchni. Zapotrzebowanie to stworzyło konkurencyjność na skalę światową Produkcja TBM branża zdominowana przez garstkę głównych producentów, którzy są w stanie dostarczać niestandardowe maszyny zaprojektowane i zbudowane z zachowaniem niezwykłych tolerancji dokładności w ramach harmonogramu kontraktu, który może obejmować 18 miesięcy lub dłużej.
Rodzaje maszyn do wiercenia tuneli i ich inna produkcja
Produkcja TBM nie jest pojedynczym procesem produkcyjnym — jest to rodzina powiązanych, ale wyraźnie różnych konstrukcji maszyn, z których każda jest zaprojektowana dla określonych warunków gruntowych. Rodzaj TBM wybrany do projektu zasadniczo kształtuje zakres produkcji, specyfikacje komponentów i złożoność montażu.
Maszyny TBM do skał twardych (TBM z chwytakiem)
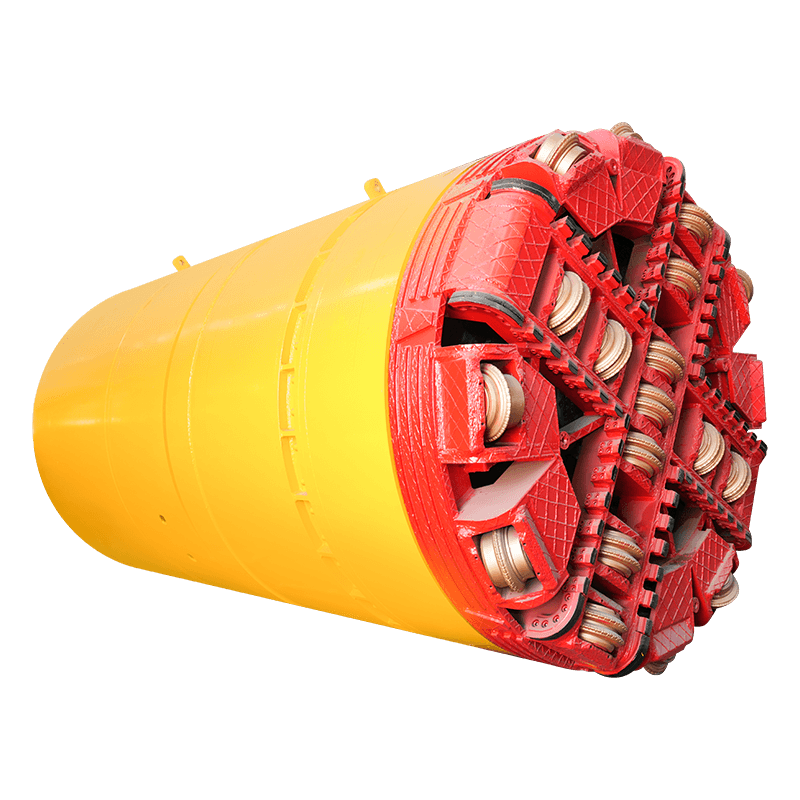
Maszyny TBM z chwytakiem są przeznaczone do drążenia tuneli w litej, właściwej skale, takiej jak granit, bazalt i wapień. Maszyna posuwa się do przodu, dociskając obrotową głowicę tnącą do ściany skalnej, podczas gdy chwytaki hydrauliczne rozciągają się na boki, aby oprzeć się o ściany tunelu, zapewniając siłę reakcji niezbędną do uzyskania ciągu do przodu. Produkcja chwytaka TBM koncentruje się na wyprodukowaniu wyjątkowo wytrzymałej głowicy tnącej — zwykle wykonanej z blachy stalowej o wysokiej wytrzymałości z precyzyjnie ustawionymi obudowami noży tarczowych — oraz potężnego zespołu łożyska głównego zdolnego do przenoszenia ogromnych obciążeń wzdłużnych podczas ciągłego obrotu. Frezy tarczowe w maszynach do skał twardych to precyzyjnie zaprojektowane elementy z węglików spiekanych, które muszą być produkowane z zachowaniem wąskich tolerancji wymiarowych, aby zapewnić równomierne zużycie na powierzchni czołowej głowicy tnącej.
Maszyny do równoważenia ciśnienia gruntu (EPB).
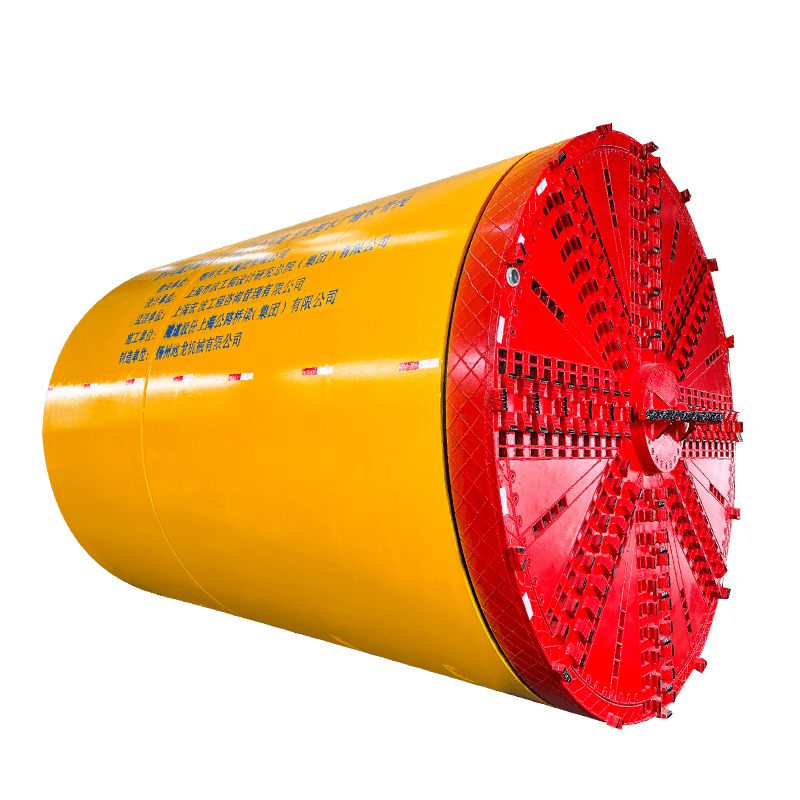
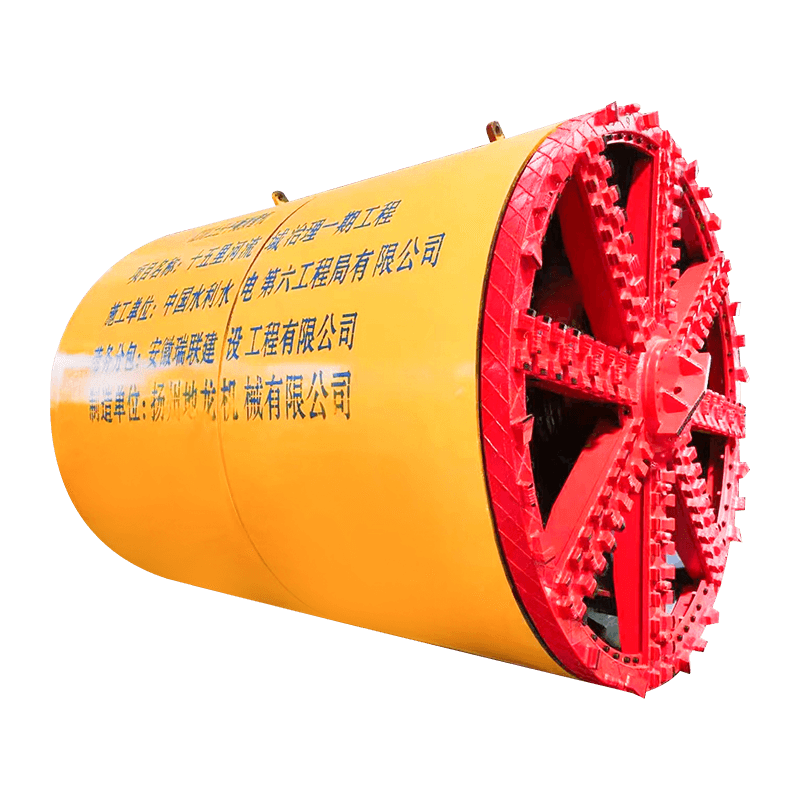
Maszyny EPB są głównymi maszynami do budowy tuneli miejskich na miękkim podłożu, glebie mieszanej i w warunkach wodonośnych. Wykorzystują sam urobek – kondycjonowany dodatkami piankowymi, polimerowymi lub bentonitowymi – aby utrzymać ciśnienie przodka i zapobiec osiadaniu gruntu nad tunelem. Złożoność produkcyjna TBM EPB koncentruje się na systemie przenośnika ślimakowego, który kontroluje szybkość ekstrakcji materiału w celu zrównoważenia nacisku na czoło, systemie wtrysku pianki zintegrowanym z głowicą tnącą oraz korpusie osłony, który musi wytrzymać pełne ciśnienie ziemi i wody otaczającego gruntu. Geometria głowicy tnącej w maszynach EPB zasadniczo różni się od konstrukcji do twardych skał — zawiera zgarniaki, łyżki czerpakowe i porty do kondycjonowania gleby, a nie obudowy noży tarczowych.
Maszyny TBM z osłoną szlamową
Maszyny TBM do gnojowicy stosuje się w luźnym, nasyconym wodą podłożu, gdzie nawet kondycjonowanie przodka EPB nie jest wystarczające do utrzymania stabilności. Utrzymują docisk czołowy za pomocą sprężonej zawiesiny bentonitowej wypełniającej komorę wydobywczą, wspartej na grodzi za głowicą urabiającą. Gnojowica jest pompowana na powierzchnię rurociągiem, przetwarzana w instalacji oddzielającej w celu usunięcia urobku i zawracana z powrotem do przodka. Produkcja TBM do maszyn do szlamu obejmuje produkcję instalacji separacji jako części całego systemu – co stanowi dodatkowe wyzwanie inżynieryjne, które oprócz samej maszyny obejmuje hydrocyklony, wirówki i infrastrukturę do pompowania szlamu.
Mieszane maszyny TBM do gruntu i o zmiennej gęstości
Do najbardziej skomplikowanych maszyn TBM, jakie kiedykolwiek wyprodukowano, zaliczają się maszyny zaprojektowane do pracy w warunkach o zróżnicowanej powierzchni gruntu — w tunelach przechodzących zarówno przez skałę, jak i miękki grunt w tym samym przekroju tunelu lub w przejściach między strefami twardych skał i miękkiego gruntu wzdłuż linii trasowania. Te maszyny TBM o zmiennej gęstości lub o szlifie mieszanym muszą zawierać zarówno frezy tarczowe, jak i narzędzia do cięcia miękkiego szlifu w tej samej głowicy tnącej, z wymiennymi komorami urabiającymi, które podczas jazdy mogą przełączać się między trybem EPB i twardym kamieniem. Produkcja tych maszyn wymaga jednoczesnego rozwiązania sprzecznych wymagań projektowych, które przesuwają inżynierię TBM do granic możliwości.
Podstawowe komponenty produkowane w każdym TBM
Niezależnie od typu, każda maszyna do drążenia tuneli ma wspólny zestaw podstawowych podsystemów, które muszą zostać zaprojektowane i wyprodukowane tak, aby współpracowały jako precyzyjnie zintegrowany system. Zrozumienie tych kluczowych komponentów wyjaśnia, dlaczego produkcja TBM jest tak wymagająca technicznie i czasochłonna.
| Komponent | Funkcja | Kluczowe wyzwanie produkcyjne |
| Głowica tnąca | Kopie ścianę tunelu, obracając się o skałę lub glebę | Integralność strukturalna pod połączonym obciążeniem ciągiem i momentem obrotowym; dokładność pozycjonowania narzędzia tnącego |
| Główny zespół łożyska | Podtrzymuje głowicę tnącą oraz przenosi ciąg i moment obrotowy | Żywotność łożyska przy długotrwałym dużym obciążeniu; uszczelnienie przed zanieczyszczeniem gruntu |
| Ciało Tarczy | Chroni pracowników i sprzęt; zapewnia obudowę konstrukcyjną | Precyzyjna okrągłość do montażu segmentów; odporność na nacisk podłoża |
| Układ cylindra oporowego | Napędza maszynę do przodu w kierunku zainstalowanej wykładziny tunelu | Zsynchronizowana kontrola skoku wszystkich cylindrów; niezawodność uszczelnienia |
| Montażysta segmentu | Wybiera i montuje prefabrykowane segmenty okładzin betonowych | Dokładność pozycjonowania; niezawodność systemu próżniowego; ładowność |
| Silniki napędowe i przekładnie | Wspomagaj obrót głowicy tnącej | Gęstość mocy w ograniczonej przestrzeni; zarządzanie ciepłem |
| Jednostka hydrauliczna | Zasila wszystkie układy hydrauliczne, w tym ciąg i prostownik | Integracja systemu; nadmierność; odrzucanie ciepła w zamkniętej przestrzeni |
| System kontroli i naprowadzania | Nawiguje wzdłuż tunelu i monitoruje wszystkie systemy | Dokładność w podziemnym środowisku pozbawionym sygnału GPS; integracja danych w czasie rzeczywistym |
Proces produkcyjny TBM krok po kroku
Proces produkcji maszyny do drążenia tuneli od przyznania kontraktu po fabryczne testy odbiorcze to długi, wieloetapowy program inżynieryjny i produkcyjny. Zrozumienie sekwencji wyjaśnia, dlaczego czasy realizacji dostaw TBM wynoszą zazwyczaj 12–24 miesięcy, nawet w przypadku doświadczonych producentów z ustalonymi łańcuchami dostaw.
Etap 1 — Analiza wymagań geotechnicznych i projektowych
Przed zaprojektowaniem pojedynczego elementu zespół inżynierów producenta TBM przeprowadza szczegółową analizę danych z badań geotechnicznych dostarczonych przez klienta. Obejmuje to dzienniki odwiertów, parametry wytrzymałości skał, profile ciśnienia wód gruntowych, wyniki testów ścierności i dane dotyczące przepuszczalności gruntu wzdłuż całej trasy tunelu. Analiza ta bezpośrednio wpływa na projekt głowicy urabiającej, dobór układu oporowego, specyfikację łożysk i konfigurację systemu kondycjonowania gruntu. Maszyna zaprojektowana w oparciu o niedokładne lub niewystarczające dane o podłożu będzie działać gorzej lub ulegnie awarii — analiza geotechniczna jest podstawą, na której zbudowany jest cały projekt.
Etap 2 — Inżynieria i projektowanie na zamówienie
Po ustaleniu warunków gruntowych zespół inżynierów opracowuje kompletny projekt TBM, korzystając z zaawansowanego oprogramowania CAD 3D i analizy elementów skończonych. Projekt konstrukcyjny głowicy tnącej analizuje się pod kątem połączonych scenariuszy obciążenia ciągiem i momentem obrotowym. Obliczenia trwałości łożyska głównego przeprowadza się przy użyciu teorii trwałości łożyska ISO 281, dostosowanej do widm obciążeń specyficznych dla TBM. Tolerancje okrągłości korpusu osłony ustalane są w oparciu o geometrię okładziny segmentowej. Każda główna spoina w konstrukcji konstrukcyjnej jest projektowana i dokumentowana zgodnie z odpowiednimi przepisami konstrukcyjnymi. Sama ta faza projektowania trwa zwykle od trzech do pięciu miesięcy w przypadku TBM o dużej średnicy i obejmuje dziesiątki tysięcy rysunków technicznych i specyfikacji.
Etap 3 — Zakup materiałów i łańcuch dostaw
Produkcja TBM wymaga ogromnej gamy specjalistycznych materiałów i komponentów, z których wiele ma długi czas realizacji zamówień. Płyta ze stali konstrukcyjnej o wysokiej wytrzymałości na głowicę tnącą i korpus osłony, łożyska wieńcowe o dużej średnicy, przekładnie planetarne o wysokim momencie obrotowym, cylindry hydrauliczne produkowane zgodnie z precyzyjnymi specyfikacjami skoku i ciśnienia oraz specjalistyczne systemy uszczelniające wymagają wcześniejszego zamówienia, aby uniknąć opóźnień w produkcji. Główny zespół łożyska — masywny pierścień obrotowy, który w przypadku dużego TBM może przekraczać trzy metry średnicy — często ma czas realizacji samodzielnej produkcji wynoszący od sześciu do dziewięciu miesięcy i zazwyczaj stanowi krytyczny element ścieżki w całym harmonogramie dostaw TBM.
Etap 4 — Produkcja konstrukcyjna
Produkcja konstrukcyjna TBM obejmuje cięcie, formowanie i spawanie sekcji ciężkich płyt stalowych w główne zespoły konstrukcyjne — głowicę tnącą, przednią osłonę, tylną osłonę i elementy przekładni wleczonej. Prace te są wykonywane przez certyfikowanych spawaczy konstrukcyjnych przy użyciu wstępnie kwalifikowanych procedur spawania i kontrolowane za pomocą badań nieniszczących, w tym badań ultradźwiękowych, magnetycznych i radiograficznych. Kontrola wymiarów podczas produkcji ma kluczowe znaczenie — korpus osłony musi być zaokrąglony z zachowaniem wąskich tolerancji, aby można było montować segmenty wykładziny tunelu ze stałą geometrią szczeliny. Duże zespoły konstrukcyjne są poddawane obróbce mechanicznej po wytworzeniu, aby osiągnąć wymagane tolerancje interfejsu na współpracujących powierzchniach.
Etap 5 — Montaż mechaniczny i hydrauliczny
Po zakończeniu produkcji konstrukcji maszyna jest stopniowo montowana wraz z układami mechanicznymi, hydraulicznymi i elektrycznymi. Łożysko główne jest zamontowane i dokręcone zgodnie ze specyfikacją. Silniki napędowe i przekładnie są montowane i wyosiowane. Instalowany jest system cylindrów oporowych, a wszystkie cylindry poddawane są indywidualnej próbie ciśnieniowej przed podłączeniem do agregatu hydraulicznego. Ramię montażowe segmentu jest zmontowane i sprawdzane jest jego zasięg, prędkość i nośność. System sterowania jest okablowany i zintegrowany, a wszystkie wejścia czujników i wyjścia elementów wykonawczych są sprawdzane w oparciu o dokumentację logiki sterującej. Ta faza montażu wymaga dużej liczby wykwalifikowanej siły roboczej — montaż TBM wymaga techników, którzy rozumieją całą integrację systemu, a nie tylko instalację poszczególnych komponentów.
Etap 6 — Fabryczne testy odbiorcze
Zanim TBM opuści fabrykę, przechodzi kompleksowy test akceptacji fabrycznej (FAT), w obecności klienta i jego przedstawicieli technicznych. FAT sprawdza, czy wszystkie systemy działają zgodnie ze specyfikacją w kontrolowanych warunkach — prędkość obrotowa i moment obrotowy głowicy urabiającej, siła i skok cylindra oporowego, zakres prostownika segmentowego i nośność, ciśnienie i przepływ w układzie hydraulicznym, działanie układu elektrycznego i reakcja układu sterowania. System naprowadzania jest skalibrowany i zweryfikowany. Wszelkie braki wykryte podczas FAT muszą zostać usunięte przed zatwierdzeniem maszyny do wysyłki. Zapis FAT staje się częścią stałej dokumentacji maszyny i można się do niej odwoływać przez cały okres jej użytkowania.

Standardy inżynierii precyzyjnej w produkcji TBM
Wymagania dotyczące precyzji produkcji TBM dorównują wymaganiom ciężkiego sprzętu lotniczego i obronnego. Tolerancje te nie są arbitralne — bezpośrednio wpływają na zdolność maszyny do budowy tunelu zgodnie z określonym ustawieniem, instalowania segmentów wykładziny bez uszkodzeń i utrzymywania wodoszczelnych połączeń pomiędzy segmentami przez cały okres eksploatacji tunelu.
- Okrągłość głowicy tnącej: Zewnętrzna średnica głowicy tnącej musi mieścić się w zakresie ±2–3 mm od nominalnej średnicy otworu, aby zachować zaprojektowane wcięcie i zapobiec utknięciu osłony w ziemi. Osiągnięcie tej tolerancji w prefabrykowanej konstrukcji stalowej o średnicy od pięciu do dwunastu metrów wymaga starannej kolejności operacji spawania w celu kontroli odkształceń i obróbki krytycznej powierzchni styku po spawaniu.
- Obróbka gniazda łożyska głównego: Otwór w oprawie i czop wału, w których znajduje się zespół łożyska głównego, muszą zostać obrobione z tolerancjami w zakresie IT6–IT7 (0,010–0,025 mm) i sprawdzone przy użyciu precyzyjnych współrzędnościowych maszyn pomiarowych. Nieprawidłowa geometria osadzenia łożyska drastycznie zmniejsza trwałość łożyska i może powodować przedwczesną awarię zmęczeniową głęboko pod ziemią – co jest niezwykle kosztownym i czasochłonnym scenariuszem naprawy.
- Okrągłość korpusu tarczy: Przednie i tylne segmenty osłony muszą być zmontowane i obrobione z tolerancją kołowości, zwykle w granicach 5–10 mm na całej średnicy, zapewniając, że pierścieniowa szczelina pomiędzy osłoną a zainstalowanymi segmentami okładziny jest stała na całym obwodzie. Ta konsystencja ma kluczowe znaczenie dla skuteczności uszczelnienia poszycia ogona — szczotki i smar uszczelniający szczelinę pomiędzy ogonem osłony a okładziną muszą zapewniać równy kontakt, aby zapobiec przedostawaniu się wody gruntowej.
- Synchronizacja skoku cylindra oporowego: W dużej maszynie TBM 30–50 pojedynczych cylindrów oporowych musi wysuwać się i cofać w precyzyjnie skoordynowanych grupach, aby kontrolować nachylenie i odchylenie maszyny podczas kierowania wzdłuż trasy tunelu. Cylindry muszą być produkowane z zachowaniem stałych tolerancji skoku, a układ sterowania musi być skalibrowany w celu utrzymania synchronizacji położenia w zakresie kilku milimetrów w poprzek pełnego skoku cylindra.
- Położenie obudowy noża tarczowego: W maszynach TBM do skał twardych położenie każdej obudowy frezu tarczowego w przodzie głowicy urabiającej musi być precyzyjnie ustawione zgodnie z zaprojektowanym promieniem skrawania, zapewniając, że wszystkie frezy o tym samym promieniu wykonują ten sam rowek w przodzie skały. Błędy pozycjonowania w rozstawie noży powodują przeciążenie poszczególnych noży i przyspieszone zużycie, skracając żywotność frezów i zwiększając częstotliwość czasochłonnych wymian noży pod ziemią.
Kluczowe technologie napędzające nowoczesną produkcję TBM
W ostatnich dziesięcioleciach stan wiedzy na temat produkcji maszyn do wiercenia tuneli znacznie się rozwinął, napędzany wymaganiami coraz bardziej wymagających projektów tuneli i integracją cyfrowych narzędzi inżynieryjnych, które były niedostępne dla wcześniejszych pokoleń projektantów TBM.
Cyfrowy bliźniak i symulacja
Wiodący producenci TBM opracowują obecnie w pełni cyfrowe modele bliźniacze każdej maszyny przed rozpoczęciem produkcji. Modele te integrują analizę strukturalną, symulację układu hydraulicznego i modelowanie logiki sterowania w celu sprawdzenia wydajności systemu w pełnym zakresie warunków operacyjnych oczekiwanych w konkretnym projekcie. Cyfrowe bliźniaki umożliwiają inżynierom identyfikowanie konfliktów interfejsów, optymalizację pozycjonowania komponentów i symulowanie scenariuszy usterek przed wycięciem pojedynczego kawałka stali. Podczas pracy cyfrowy bliźniak może być stale aktualizowany przy użyciu rzeczywistych danych maszyny, aby wspierać konserwację zapobiegawczą i rozwiązywanie problemów z centrum inżynieryjnego producenta w dowolnym miejscu na świecie.
Zaawansowane materiały głowicy tnącej i ochrona przed zużyciem
Zużycie głowicy tnącej jest jednym z głównych czynników ograniczających prędkość posuwu TBM i zwiększających koszty konserwacji gruntu ściernego. Nowoczesna produkcja TBM obejmuje zaawansowane strategie ochrony przed zużyciem, w tym przyciski zużywające się z węglika wolframu, płytkę nakładki z węglika chromu i ceramiczne kompozytowe wkładki zużywające się w strefach głowicy tnącej o największym zużyciu. Wybór i rozmieszczenie zabezpieczeń przed zużyciem jest obecnie analizowane przy użyciu obliczeniowej dynamiki płynów i modelowania elementów dyskretnych w celu przewidzenia wzorców zużycia dla konkretnych warunków gruntowych i skalnych występujących w projekcie, co pozwala skoncentrować ochronę tam, gdzie jest ona najbardziej potrzebna, a nie stosować ją jednolicie.
Zautomatyzowane spawanie i produkcja robotyczna
Chociaż znaczna część produkcji TBM nadal opiera się na wysoko wykwalifikowanych spawaczach ręcznych, integracja zautomatyzowanych systemów spawalniczych poprawiła spójność spoin i produktywność w przypadku połączeń spawanych o dużej objętości. Zrobotyzowane stanowiska spawalnicze są używane do powtarzalnych spoin konstrukcyjnych paneli korpusu osłony i sekcji szprych, gdzie krytyczna jest spójna geometria spoiny. Spawanie łukiem krytym jest szeroko stosowane w przypadku ciężkich spoin doczołowych w grubych przekrojach płyt, zapewniając głęboką penetrację i dużą szybkość stapiania przy niezawodnej jakości. Te zautomatyzowane procesy pozwalają wykwalifikowanym spawaczom skupić się na skomplikowanych złączach dostępowych, gdzie ich wiedza specjalistyczna stanowi największą wartość.
Systemy monitorowania wydajności w czasie rzeczywistym
Współczesne maszyny TBM są wyposażone w setki czujników monitorujących wszystko, od siły pojedynczego cylindra oporowego po temperaturę łożyska głównego, moment obrotowy głowicy tnącej, ciśnienie czołowe, ciśnienie wtrysku smaru w uszczelce tylnej i położenie zespołu formującego segment. Dane te są rejestrowane w czasie rzeczywistym, wyświetlane operatorowi, przesyłane do biura inżyniera projektu i w wielu przypadkach bezpiecznie udostępniane zespołowi inżynieryjnemu producenta TBM. Możliwość zdalnego monitorowania wydajności maszyn zmieniła sposób, w jaki producenci wspierają swój sprzęt w terenie, umożliwiając szybką diagnostykę pojawiających się problemów, zanim przerodzą się one w kosztowne awarie.
Globalni producenci TBM i miejsce, w którym budują swoje maszyny
Przemysł produkcyjny TBM skupia się wokół niewielkiej liczby głównych międzynarodowych producentów, z których każdy posiada wyspecjalizowane możliwości inżynieryjne i zakłady produkcyjne zdolne do produkcji największych i najbardziej złożonych maszyn na świecie.
- Herrenknecht AG (Niemcy): Największy na świecie producent TBM pod względem wolumenu jednostkowego i przychodów, z siedzibą w Schwanau w Niemczech. Herrenknecht produkuje pełną gamę typów TBM, od małych maszyn do mikrotunelowania po maszyny do szlamu i EPB o dużej średnicy, z głównymi zakładami produkcyjnymi w Niemczech i zakładami montażowymi na całym świecie. Dostarczyli maszyny do niektórych z najtrudniejszych projektów drążenia tuneli na świecie, w tym do tunelu bazowego Gotthard i licznych systemów metra w Azji i na Bliskim Wschodzie.
- Firma Robbins (USA): Robbins, jedna z najstarszych i najbardziej znanych marek w produkcji TBM, jest pionierem technologii TBM do skał twardych i pozostaje liderem w dziedzinie maszyn TBM z chwytakami do belek głównych do drążenia tuneli w skale. Produkują i odnawiają maszyny w zakładach w Stanach Zjednoczonych oraz posiadają globalną sieć serwisu i wsparcia dla swoich urządzeń działających na całym świecie.
- NFM Technologies (Francja, część grupy Bouygues): Francuski producent maszyn TBM z dużym doświadczeniem w zakresie maszyn do drążenia tuneli miejskich o dużej średnicy, w szczególności z tarczami szlamowymi i typami EPB do wymagających projektów europejskich i międzynarodowych. NFM dostarczył maszyny do dużych projektów metra w Paryżu, Rzymie i całej Azji Południowo-Wschodniej.
- CREG — chińska grupa sprzętu inżynieryjnego dla kolei: CREG, największy w Chinach producent TBM i obecnie jeden z największych na świecie pod względem wolumenu, CREG szybko rozwinął swoje możliwości inżynieryjne i produkcyjne dzięki połączeniu licencjonowanej technologii i krajowych inwestycji w badania i rozwój. CREG dostarcza większość maszyn TBM wykorzystywanych w trwających w Chinach ogromnych programach budowy tuneli metra i kolei dużych prędkości, a także rozpoczął eksport na rynki międzynarodowe.
- Kawasaki Heavy Industries i Mitsubishi Heavy Industries (Japonia): Oba japońskie konglomeraty inżynieryjne mają długą historię w produkcji TBM, głównie na krajowy rynek japoński i wybrane projekty eksportowe. Japońska produkcja TBM znana jest z niezwykle wysokiej jakości wykonania i precyzji, ze szczególnym naciskiem na technologię maszyn osłonowych do tuneli miejskich na miękkim podłożu.
- Caterpillar (oddział Lovat, Kanada): Caterpillar przejął firmę Lovat, kanadyjskiego producenta TBM, i kontynuuje produkcję maszyn EPB i szlamów pod marką Caterpillar do drążenia tuneli. Ich maszyny są szeroko stosowane w projektach drążenia tuneli infrastrukturalnych w Ameryce Północnej, w tym w wodociągach i transporcie miejskim.
Renowacja i regeneracja TBM
Znaczącym i rozwijającym się segmentem branży produkcyjnej TBM jest renowacja i regeneracja używanych maszyn na potrzeby nowych projektów tuneli. Biorąc pod uwagę ogromny koszt nowej maszyny TBM – maszyna o dużej średnicy może kosztować od 15 do 50 milionów dolarów lub więcej – właściciele i wykonawcy projektów coraz częściej oceniają odnowione maszyny jako opłacalną alternatywę, gdy warunki projektu są zgodne ze specyfikacjami istniejącej maszyny.
Renowacja TBM zazwyczaj obejmuje demontaż wszystkich głównych układów, kontrolę i wymianę elementów zużywających się, regenerację zespołów konstrukcyjnych, remont głównego łożyska, wymianę uszczelek i cylindrów hydraulicznych oraz całkowitą przebudowę układów elektrycznych i sterujących. W przypadku większych projektów remontowych głowicę tnącą można przebudować w celu modyfikacji układu frezu dla różnych warunków gruntowych lub można nieznacznie dostosować średnicę osłony poprzez dodanie lub usunięcie stalowych wkładek w płycie osłonowej. Dobrze przeprowadzona renowacja może wydłużyć żywotność maszyny o kolejny pełny projekt, a czasem o więcej, za ułamek ceny nowej maszyny.
Wyzwania i przyszłe trendy w produkcji maszyn do wiercenia tuneli
Produkcja TBM stoi przed szeregiem ciągłych wyzwań technicznych i handlowych, które będą kształtować rozwój branży w nadchodzącej dekadzie. Zapotrzebowanie na większe, głębsze i bardziej zautomatyzowane rozwiązania w zakresie drążenia tuneli przesuwa granice możliwości obecnej technologii TBM i napędza znaczne inwestycje w badania i rozwój w całej branży.
- Zwiększanie średnicy maszyny: Trend w kierunku większych średnic tuneli dla autostrad i kombinowanych tuneli metra/drogowych powoduje produkcję maszyn na niezwykłą skalę. Maszyny o średnicy powyżej 15 metrów stanowią wyzwanie strukturalne i logistyczne, które wymagają nowatorskich rozwiązań inżynieryjnych — transport, montaż i uruchomienie takich maszyn w ograniczonej przestrzeni szybu startowego wymaga starannego planowania na każdym etapie procesu produkcji i dostawy.
- Zautomatyzowane systemy wymiany noży: Wymiana frezów tarczowych w maszynach TBM do skał twardych wymaga od pracowników wchodzenia do komory wykopu w warunkach atmosferycznych lub pod ciśnieniem w celu ręcznej wymiany zużytych frezów – jest to jedno z najbardziej wymagających i niebezpiecznych zadań podczas drążenia tuneli. Kilku producentów opracowuje zrobotyzowane systemy wymiany noży, które mogą wykonywać tę pracę zdalnie, eliminując narażenie pracowników na niebezpieczne środowisko wykopów pod ciśnieniem. Opracowanie manipulatorów zdolnych do przenoszenia ciężarów frezów przekraczających 200 kg w zamkniętych, mokrych i zanieczyszczonych przestrzeniach stanowi poważne wyzwanie inżynieryjne.
- Elektryfikacja układów napędowych: Rosnące naciski regulacyjne na jakość powietrza pod ziemią i emisję gazów cieplarnianych przyspieszają rozwój w pełni elektrycznych układów napędowych TBM, które eliminują z maszyn energię pochodzącą z oleju hydraulicznego i oleju napędowego. Główni producenci aktywnie rozwijają elektryczne silniki głowicy tnącej z napędem bezpośrednim, elektryczne siłowniki siłowników wzdłużnych oraz logistykę tuneli zasilaną z baterii lub sieci.
- Odporność łańcucha dostaw: Globalne zakłócenia, jakie miały miejsce w ostatnich latach, ujawniły słabe punkty w rozszerzonych łańcuchach dostaw, od których zależą producenci TBM – szczególnie w przypadku łożysk o dużej średnicy, specjalistycznych komponentów hydraulicznych i elektronicznych systemów sterowania. Producenci aktywnie pracują nad kwalifikacją alternatywnych dostawców, zwiększeniem zapasów strategicznych komponentów, a w niektórych przypadkach przenoszą produkcję komponentów zleconą wcześniej na zewnątrz, aby zmniejszyć narażenie na zakłócenia łańcucha dostaw.
- Wskazówki wspomagane sztuczną inteligencją i autonomiczne działanie: Aktywnym obszarem rozwoju jest integracja sztucznej inteligencji z systemami naprowadzania i kontroli TBM. Modele uczenia maszynowego wytrenowane na historycznych danych projektu mogą optymalizować parametry sterowania, przewidywać jakość konstrukcji pierścieni okładzinowych i ostrzegać operatorów o zmieniających się warunkach gruntowych, zanim spowodują one problemy operacyjne. W pełni autonomiczna obsługa TBM pozostaje celem długoterminowym, ale w bieżących projektach wdraża się już stopniową automatyzację rutynowych zadań operacyjnych.
Końcowe przemyślenia na temat produkcji TBM
Produkcja maszyn do wiercenia tuneli łączy inżynierię konstrukcyjną, obróbkę precyzyjną, hydraulikę, elektronikę i inżynierię materiałową – i robi to na skalę, jaką może dorównać niewiele innych branż. Każda maszyna TBM opuszczająca fabrykę jest rozwiązaniem zaprojektowanym na zamówienie, odpowiadającym konkretnemu zestawowi wyzwań geologicznych i projektowych, a jakość tej inżynierii i produkcji ostatecznie wyraża się w tym, jak niezawodnie maszyna wierci się w ziemi, jak konsekwentnie instaluje wysokiej jakości wykładzinę tunelu i jak bezpiecznie sprowadza pracowników do domu po każdej zmianie.
Ponieważ globalny popyt na infrastrukturę w dalszym ciągu napędza inwestycje w budownictwo podziemne, producentów TBM czeka ekscytująca i wymagająca przyszłość — dostarczanie maszyn o coraz większym rozmiarze, złożoności i zaawansowaniu technologicznym przy jednoczesnym zarządzaniu łańcuchami dostaw, rozwijaniu nowej generacji inżynierów i producentów oraz integrowaniu technologii cyfrowych, które zdefiniują, jak będzie wyglądać drążenie tuneli w ciągu następnego półwiecza. Dla każdego, kto zajmuje się budową tuneli, zaopatrzeniem lub opracowywaniem projektów, zrozumienie, w jaki sposób te niezwykłe maszyny są projektowane i budowane, ma fundamentalne znaczenie dla podejmowania świadomych decyzji dotyczących jednego z najbardziej złożonych i kluczowych elementów sprzętu budowlanego, jaki kiedykolwiek stworzono.











